Запущена конвертерная линия EMBA-244 (Швеция)
Линия по изготовлению четырехклапанных коробов (производительность до 250 заготовок в минуту) начала производить первую продукцию.

Завершен первый этап модернизации картонажного цеха
С пуском в промышленную эксплуатацию новой гофролинии в картонажном цехе завершается первый этап модернизации картонажного производства.

Инвестиции в качество бумаги и картон
На 2023 год в бумагоделательном цехе планируется выполнить ряд работ по модернизации напорного ящика БДМ-1.

Собственное производство
Полный цикл производства от закупки сырья до выпуска готового продукта – гарантия лучшего соотношения «цена-качество».
Продукция из 100 % макулатурного сырья
Соблюдение всех норм и требований по экологической безопасности позволяет нам выпускать бумажную продукцию высокого качества

Доставка по России
Наличие собственного грузового транспорта и хорошо организованная логистика

Более 55 лет на рынке
Квалифицированный персонал и выгодное географическое расположение

Бумага для гофрирования
Плотность от 80 г/м2 от 175 г/м2. Различных форматов до 3150 мм.
подробнее >
Обёрточная бумага для упаковки
Используется для упаковки пищевых изделий, имеет сертификат соответствия санитарным нормам
подробнее >

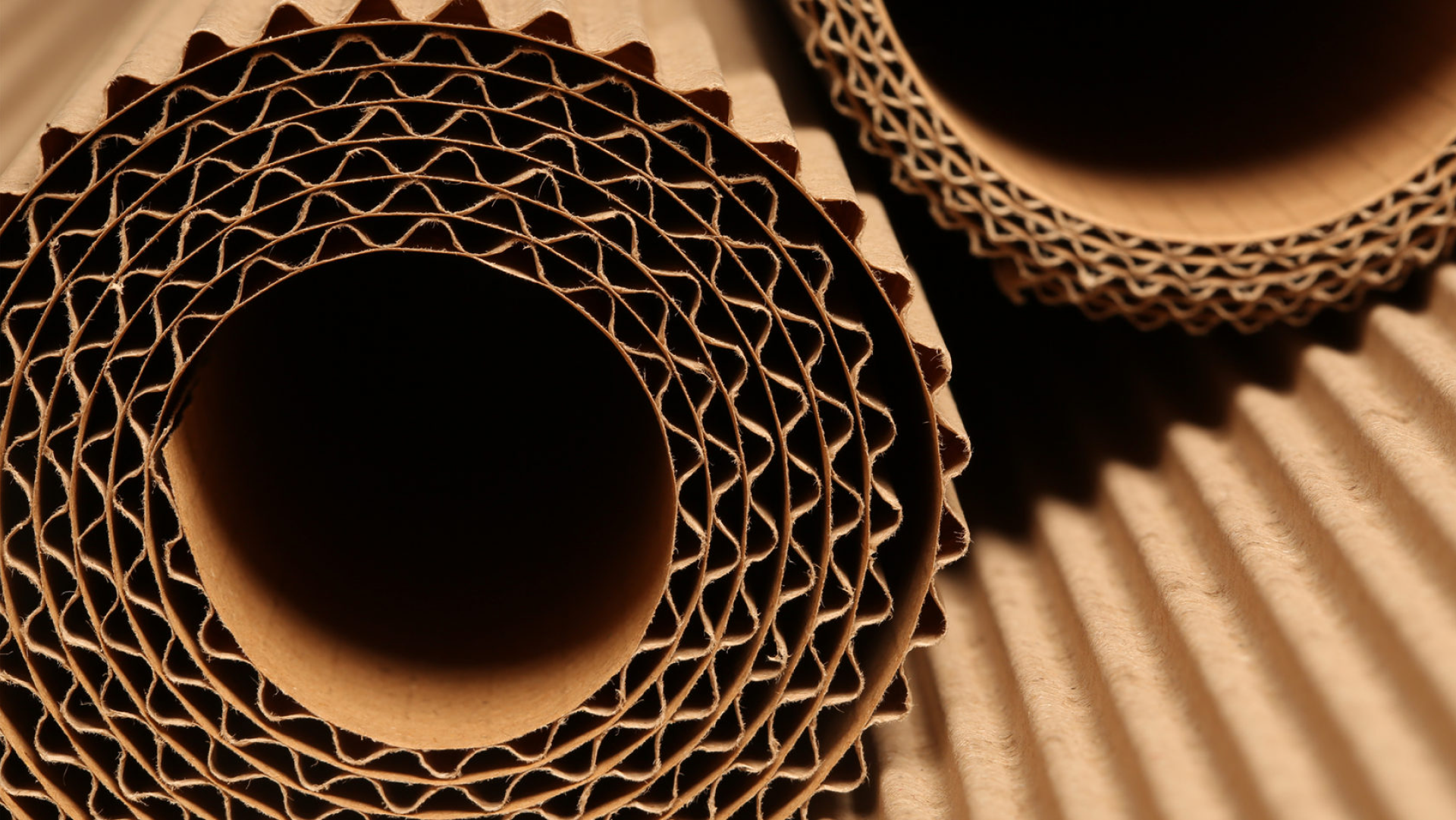
Гофрокартон 2,3,5-ти слойный и z-картон
Изготавливаемый гофрокартон отличается высоким сопротивлением расслаиванию, торцевому сжатию, разрыву, продавливанию
подробнее >
Клеевая лента на бумажной основе
Используется, в том числе, в пищевой промышленности для склеивания упаковки из гофрокартона.
подробнее >
Четырехклапанные короба
Высокий уровень экологической чистоты, компактность в сложенном виде.
подробнее >
Комплектующие в гофрокороба
Применяются для устойчивости, защиты при транспортировке продукции, упакованной в короба.
подробнее >
Гофролотки
Короб из гофрокартона. Не требует склеивания при сборке, может быть использован на автоматической линии упаковки
подробнее >
Картонные гильзы (втулки)
Физико-механические свойства постоянно проверяются на собственном производстве.
подробнее >
Бумажные пакеты для фасовки
Бумага - абсолютно безопасный для здоровья материал, не выделяет вредных веществ и не имеет неприятного запаха. Именно поэтому такие пакеты пользуются особым успехом.
подробнее >любой вопрос!



ДОСТАВЛЯЕМ ПРОДУКЦИЮ ПО ВСЕЙ РОССИИ
Собственный автопарк и хорошо отработанные логистические решения, позволяющие доставить продукцию точно в срок, в том числе в выходные и праздничные дни.
подробнее

Игорь Пронин
генеральный директор
Анатолий Пономарев
директор
Сергей Яснов
генеральный директор
Елена Проклова
генеральный директор
Виталий Морозов
директор
Светлана Василькова
зам. директораООО «Алатырская бумажная фабрика» – современное предприятие с полувековой историей.
Мы предлагаем качественную продукцию из 100 % макулатурного сырья по низким ценам.
Оборудование предприятия систематически обновляется и модернизируется, что позволяет существенно повышать качество и расширять ассортимент выпускаемой продукции.



Инвестиции в качество бумаги и картона На 2023 год в бумагоделательном цехе планируется выполнить ряд работ по модернизации напорного ящика БДМ-1 (установлен в 2010 г.). Ожидаемый результат ˗ улучшение профиля бумажного полотна, снижение анизотропии основных показателей в машинном и поперечном направлении. Центральная производственная лаборатория получит дополнительные возможности контроля за процессом изготовления бумаги и картона. Потребителям […]
Запущена конвертерная линия EMBA-244 (Швеция) Линия по изготовлению четырехклапанных коробов (производительность до 250 заготовок в минуту) начала производить первую продукцию. В ближайших планах приобретение автоматического обвязчика пачек и дооснащение узла автоматической подачи заготовок, что существенно снизит затраты ручного труда. Во вновь построенном здании отделения переработки также будет установлена линия по изготовлению коробов методом ротации, также […]

Завершен первый этап модернизации картонажного цеха С пуском в промышленную эксплуатацию новой гофролинии в картонажном цехе завершается первый этап модернизации картонажного производства. Новый гофроагрегат, поставленный компанией J.S. Machine (КНР), имеет производственную мощность 6 млн.м2 в месяц, может производить 3-х и 5-ти слойный гофрокартон профилей В, С, ВС. Сырье – флютинг и тестлайнер 80-175 г/м2, поступающие […]